EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 LV
LV
 SR
SR
 SK
SK
 UK
UK
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 GA
GA
 CY
CY
 EU
EU
 BN
BN
 BS
BS
 LA
LA
 NE
NE
 SO
SO
 KK
KK

Beneficios da súa empresa polos servizos de fundición a baleiro RMT
Do prototipo á pequena produción
Entrega rápida en 7 días, aínda menos.
- vista xeral
- consulta
- Produtos relacionados
Por que escoller o Vacuum Casting?
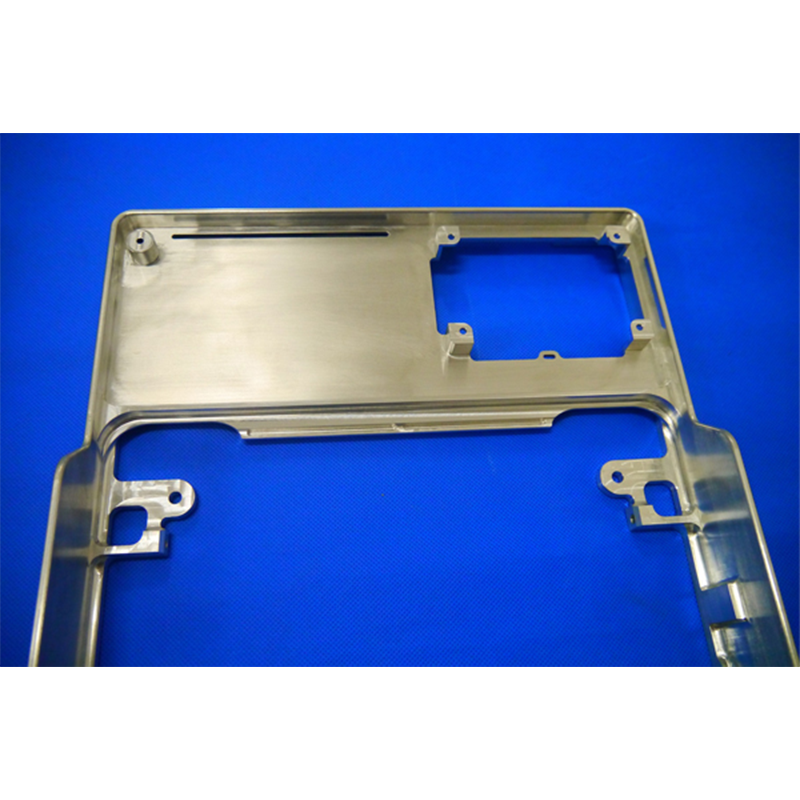
A fundición a baleiro é un bo método para fabricar pezas ríxidas ou flexibles, e é ideal para prototipos de alta calidade, probas funcionais, probas de conceptos e demostracións. As fundicións de poliuretano poden ser fabricadas de poucos a centos segundo as necesidades. A creación de prototipos rápidos de alta calidade e as pezas de uso final poden fabricarse en pequenos lotes. Isto fai que o modelo de fundición a baleiro sexa particularmente adecuado para probas de adecuación e funcións, propósitos de mercadotecnia ou unha serie de pezas finais de número limitado. A fundición a baleiro tamén é axeitada para varios graos de acabado, e podemos igualar o acabado que precisa para as pezas. É útil de moitas maneiras, incluíndo para probas funcionais, probas de enxeñaría, desenvolvemento de produtos, como modelo de visualización e actividades de mercadotecnia.
A fundición a baleiro usa baleiro para aspirar material líquido de fundición ao molde. É moi diferente do moldeo por inxección no que se usa un parafuso para empurrar o material líquido ao molde. Dado que o proceso realízase baixo baleiro, prodúcese fundición libre de burbullas de alta calidade con textura superficial lisa.
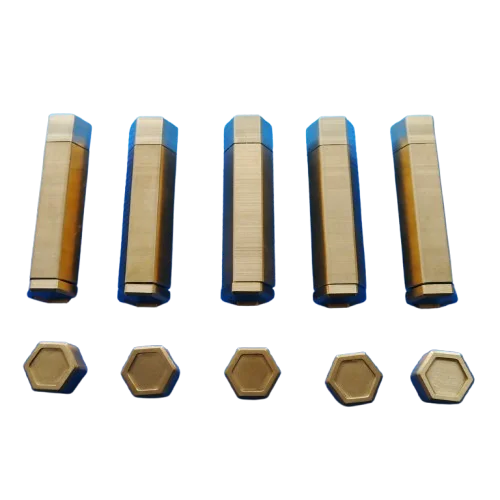
O proceso comeza cun modelo mestre, que RMT usa un dos seus centros de mecanizado CNC para crear o modelo.
Despois, o modelo mestre é mergullado en silicona líquida, e a silicona se cura para converterse nun molde.
Despois de cortar o molde de silicona e retirar o modelo mestre, o molde de silicona está listo para o uso.
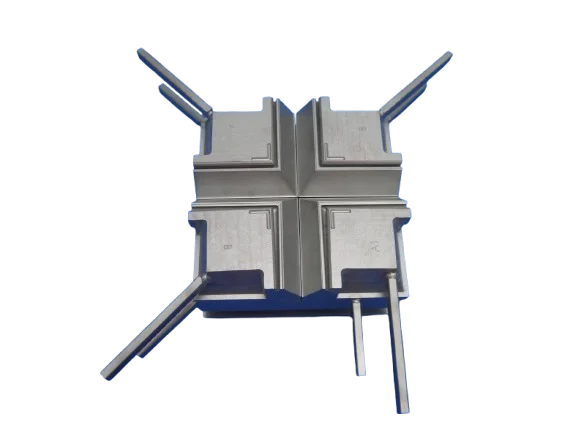
A continuación, a resina de fundición é derramada no molde e as burbullas de aire son eliminadas por baleiro, asegurando unha superficie lisa dos moldes.
Despois de que as pezas fundidas se retiran do molde de silicona e arrefriadas, son curadas nun forno. O molde de silicona pode ser reutilizado unhas 20 veces.
Cada molde é unha copia exacta do modelo orixinal. Esta é a solución perfecta para a creación de prototipos rápidos e a produción en pequenos lotes de pezas de alta calidade.
RMT é totalmente capaz de satisfacer as súas necesidades de fundición de baleiro e moldeo de silicona. Con moitos anos de experiencia neste campo, podemos fabricar as súas pezas de plástico ou caucho segundo os máis altos estándares, rendible e rápida resposta.
Aplicacións para a fundición a baleiro
Ensaios de produtos previos ao lanzamento
De tamaño inferior a 30 cm
Modelos e prototipos de concepto
A vantaxe da fundición a baleiro para prototipos rápidos
| 1 Reacción rápida | 4 Finalización superior da superficie |
| RMT pode proporcionar ata 20 pezas en 7 días, dependendo da especificación e volume da peza. Ahorra moito tempo cando cumpres o prazo do proxecto, como preparar modelos para un comercio. | O proceso de baleiro elimina as burbullas de aire, orientado aos detalles. Aínda que o produto orixinal ten a xeometría máis complexa, o produto final é o mesmo que o produto orixinal, dispoñible reproduce a aparencia, sensación e rendemento mecánico. |
| 2 A accesibilidade e a rendibilidade | 5 Opcións de cor |
| Os moldes de silicona son menos caros que o moldeo por inxección ou a impresión en 3D, sen facer ferramentas duras de aluminio ou aceiro caras e probas de molde de longo prazo. | Os pigmentos de cor pódense engadir á resina para unha variedade de opcións de cor. Tamén hai materiais dispoñibles para crear pezas totalmente opacas, translúcidas ou completamente transparentes. As copias acabadas tamén poden ser pintadas, impresas ou mecanizadas segundo sexa necesario para mellorar a súa aparencia e función. |
| 3 Capaces de producir pezas grandes ou complexas | 6 Alta calidade |
| A fundición a baleiro pode copiar pezas moi grandes e complexas. Os uretanos de diferentes tipos poden ser moldeados para crear diferentes texturas e durezas superficiais nunha unidade. |
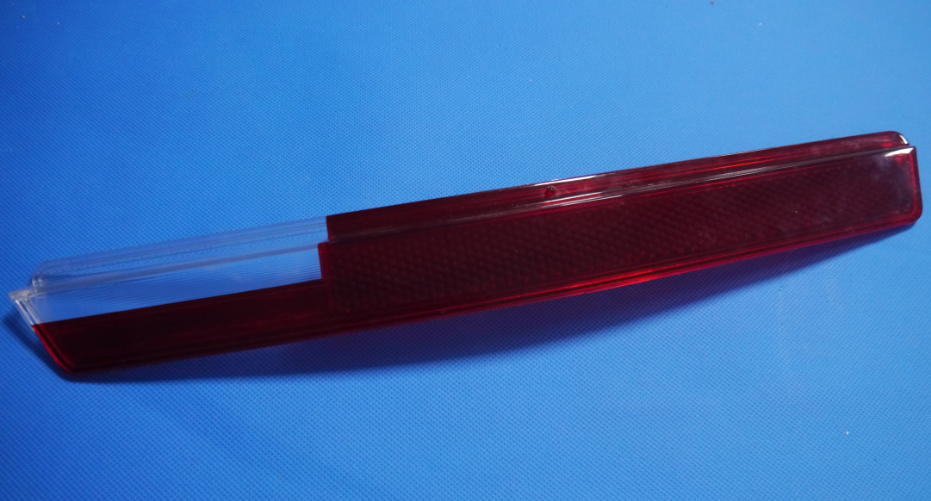
Os produtos fabricados mediante o método de fundición ao baleiro son de alta calidade, reproduzindo facilmente incluso os detalles superficiais moi finos do orixinal. Tamén, pode escoller os materiais correctos de flexibilidade, dureza e rigidez que quere ser usado |
Material de fundición a baleiro
Proporcionamos unha ampla gama de 26 materiais de poliuretano (PU) da empresa Hei-Cast, Axson e BJB, similares ao caucho, PP, PE, POM, ABS e PC. Estes materiais ofrecen unha variedade de propiedades excepcionais e a posibilidade de fundir cores transparentes e coincidentes de compoñentes. Se está a buscar un acabado específico de textura, revestimento, pintura, o noso equipo de posproducción cualificado atenderá os seus requisitos.

Materiais de poliuretano de fundición a baleiro
| Material | Proveedor | Simulación de materiais | Strength Shore |
Flexión (MPA) |
TC Máximo | Cor nativa | vantaxe | Redución |
| Semellante ao ABS | ||||||||
| PU8150 | Hei-CAST | ABS | Xunta 83D | 1790 | 85 | Ambar, branco e negro. | Boa resistencia | 1 |
| UP4280 | Axson | ABS | Xunto 81D | 2200 | 93 | Ámbar escuro | Boa resistencia | 1 |
| PP-Like | ||||||||
| UP5690 | Axson | PP | Costa 75-83 D | 6001300 | 70 | Branco/Negro | Boa resistencia | 1 |
| Goma/silicona como | ||||||||
| PU8400 | Hei-CAST | Elastómeros | 20-90shA | / | / | Branco-lácteo/Negro | Boa curva | 1 |
| T0387 | Hei-CAST | Elastómeros | 30-90shA | / | / | Limpio | Boa curva | 1 |
| Alta temperatura | ||||||||
| PX 527 | Hei-CAST | PC | Xunto 85D | 2254 | 105 | Branco/Negro | T°C alto 105° | 1 |
| PX223HT | Hei-CAST | PS/ABS | Xunto 85D | 2300 | 120 | Negro | IdealTG 120° | 1 |
| Marco resistente UL-VO | ||||||||
| PU8263 | Hei-CAST | ABS | Xunto 85D | 1800 | 85 | Branco | 94V0 retardador de chama | 1 |
| PX330 | Axson | ABS cargado | Xunto ao mar 87D | 3300 | 100 | Non branco | V 0 lonxe 25 | 1 |
| Transparente claro | ||||||||
| PX522HT | Axson | PMMA | Xunto ao mar 87D | 2100 | 100 | Limpio | Coloración TG100° | 0.996 |
| PX521HT | Axson | PMMA | Xunto ao mar 87D | 2200 | 100 | Limpio | Coloración TG100° | 0.996 |
Especificacións técnicas de fundición a baleiro
| Tempo de espera | Ata 20 fundicións nun prazo de 5 días laborables | |
| Precisón | Normalmente ±0.3% (con un límite inferior de ± 0.3 mm en dimensións menores de 100 mm) | |
| Espeso mínimo da parede | Para que o molde de silicona funcione correctamente, é necesario un grosor de parede de polo menos 1,0 mm. | |
| Dimensión máxima da parte | O tamaño do molde está limitado polas dimensións da cámara de baleiro (2100 x 1000 x 850 mm), e polo volume do produto (volume máximo: 10 litros) |
|
| Cantidades típicas | 15 a 25 exemplares por molde (dependendo da complexidade do molde e dos materiais de fundición) | |
| Cor e acabado | O poliuretano líquido é adicionado ao pigmento antes da fundición. Pintura a medida, textura acabado de superficie de alta calidade comparable ao moldeo por inxección |
|

Como funciona a fundición a baleiro?
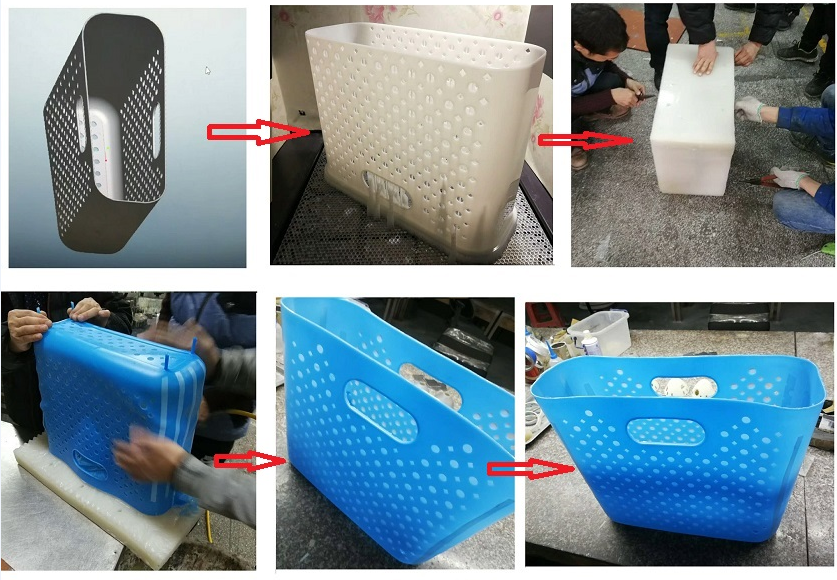
| Paso 1: Construír un patrón máster de alta calidade | Os patróns mestres son prototipos 3D dos teus deseños CAD a partir de prototipos duradeiros e sólidos. Fóronse fabricados comúnmente por fresado CNC ou impresión 3D. Debido a que estes métodos son rápidos, non requiren ferramentas separadas e poden ser modificados facilmente para acomodar cambios de diseño cando sexa necesario. Esta preparación normalmente implica lixar, pulir e pintar para obter o acabado da superficie correcto. Para varias pezas que poden encaixar nunha montaxe, tamén probamos a adecuación das pezas e aplicamos pequenos axustes para garantir unha aparencia limpa e firme. Despois de rematar e inspeccionar os mestres, pasaremos á fabricación do molde de silicona. |
|
| Paso 2: Fabricar molde de silicona | Despois de que os patróns estean listos, colócanse nunha caixa de fundición que se enche de silicona líquida. Despois de curar completamente nun forno durante 16 horas, a silicona sólida e a caixa de fundición pode ser desmontada. Este molde é aberto cortando ao longo dunha liña de separación predeterminada e logo o patrón mestre é eliminado. Isto revela unha cavidade oca no centro, que ten as dimensións exactas do patrón do espello mestre. |
|
| Paso 3: Vaciar o molde | Despois de cortar o molde en dous, colocámolo na cámara de baleiro. A continuación, o molde enchese co material de resina designado. Debería encher o molde co material designado. O material de resina normalmente mézclase con polvo metálico ou calquera pigmento de cor para lograr propiedades estéticas ou funcionais específicas. Colócase na cámara de vacío para asegurar que non hai burbuxas de aire no molde, e asegurar que o produto final é cualificado. |
|
| Paso 4: Fabricar as pezas | Verte os resíns de fundición na cavidade baleira para crear unha copia moi precisa do orixinal. Tamén pode sobremoldar dous ou máis materiais. O molde con resina no interior colocase no forno e se cura a altas temperaturas para garantir que o material sexa forte e duradeiro. Despois, retira o prototipo do molde de silicona, pode ser usado para facer máis copias. |
|
Aplicacións da fundición a baleiro
Axudamos aos enxeñeiros mecánicos a crear prototipos ou produción final para aplicacións en varias industrias: aeroespacial, automoción, defensa, electrónica, automatización industrial, maquinaria, dispositivos médicos, produtos comerciais, produtos domésticos, petróleo e gas e robótica.
Contacta con RMT agora se tes algunha pezas que precisen ser feitas pola tecnoloxía de moldeo de silicona.
Envíanos un ficheiro CAD para obter unha cita instantánea.