EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 LV
LV
 SR
SR
 SK
SK
 UK
UK
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 GA
GA
 CY
CY
 EU
EU
 BN
BN
 BS
BS
 LA
LA
 NE
NE
 SO
SO
 KK
KK

- 概要
- 問い合わせ
- 関連製品
なぜ真空鋳造を選ぶのか?
真空鋳造は、剛性または柔軟な部品を製造するための優れた方法であり、高品質のプロトタイプ、機能テスト、概念実証、デモンストレーションに最適です。ポリウレタン鋳造品は、ニーズに応じて数個から数百個まで製造できます。高品質の迅速なプロトタイピングと最終使用部品は、小ロットで製造できます。これにより、真空鋳造モデルは、フィットおよび機能テスト、マーケティング目的、または限られた数の最終部品のシリーズに特に適しています。真空鋳造はさまざまな仕上げの度合いにも適しており、部品に必要な仕上げを合わせることができます。機能テスト、エンジニアリングテスト、製品開発、ディスプレイモデル、マーケティング活動など、多くの方法で役立ちます。
真空鋳造は、真空を利用して液体鋳造材料を型に吸引します。これは、スクリューを使用して液体材料を型に押し込む射出成形とは大きく異なります。このプロセスは真空下で行われるため、高品質で気泡のない鋳造品を滑らかな表面テクスチャーで生産します。
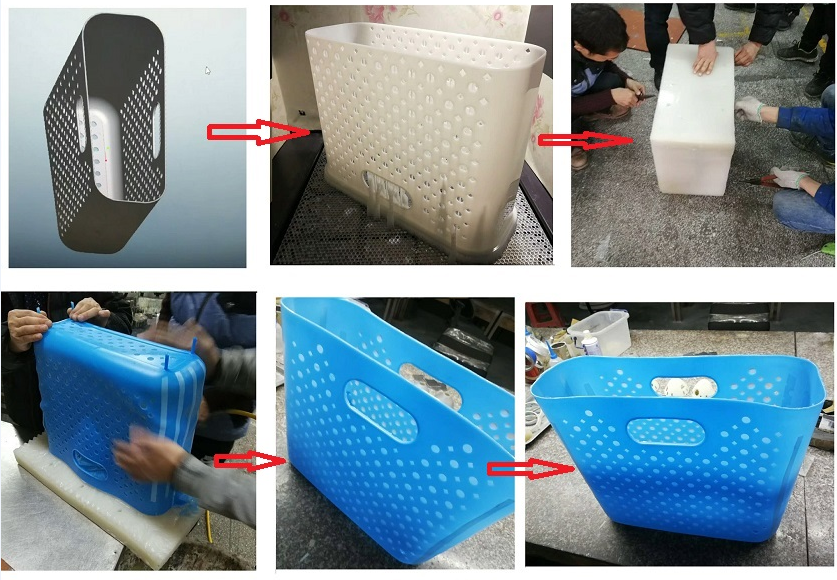
プロセスはマスターモデルから始まり、RMTはそのCNC加工センターの1つを使用してモデルを作成します。
次に、マスターモデルは液体シリコンに浸され、シリコンが硬化して型になります。
シリコン型を切断し、マスターモデルを取り除いた後、シリコン型は使用の準備が整います。
次に、鋳造樹脂が型に注がれ、真空によって気泡が除去され、鋳造品の滑らかな表面が確保されます。
鋳造品がシリコン型から取り出され、冷却された後、オーブンで硬化されます。シリコン型は約20回再利用できます。
各キャスティングは元のマスターモデルの正確なコピーです。これは、高品質な部品の迅速なプロトタイピングと小ロット生産のための完璧なソリューションです。
RMTは、真空キャスティングとシリコン成形のニーズに完全に対応できます。この分野での多くの年の専門知識を持ち、最高の基準に従ってプラスチックまたはゴム部品を製造できます。コスト効率が高く、迅速なターンアラウンドが可能です。
真空キャスティングの用途
製品のプレローンチテスト
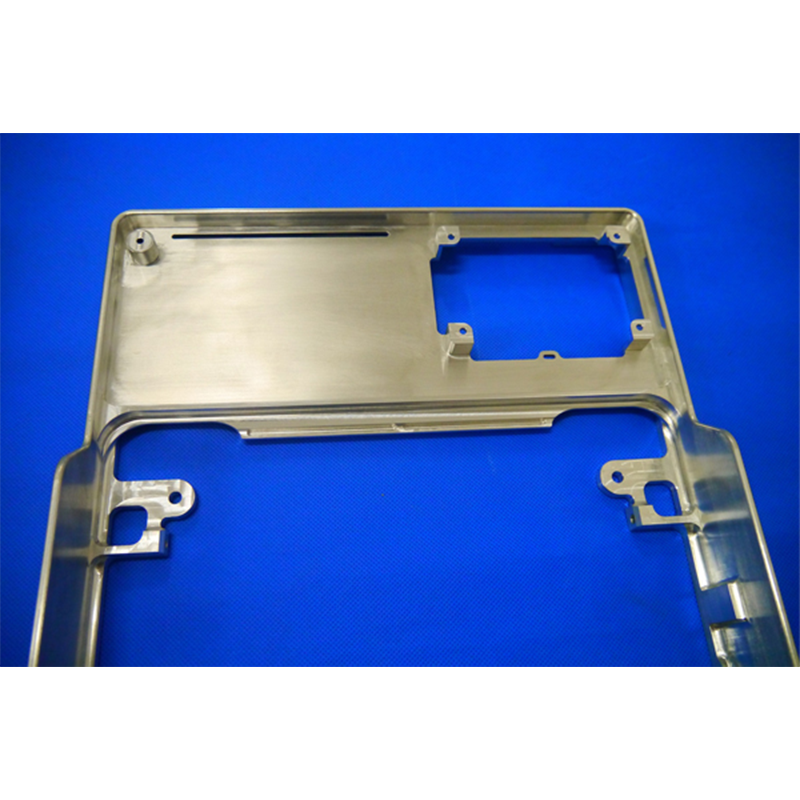
小シリーズのハウジングとカバー
コンセプトモデルとプロトタイプ
迅速なプロトタイプのための真空キャスティングの利点
| 1 迅速なターンアラウンド | 4 優れた表面仕上げ |
| RMTは、部品の仕様とボリュームに応じて、7日間で最大20部品を提供できます。プロジェクトの締切に間に合うように、展示モデルを準備する際に多くの時間を節約します。 | 真空プロセスは気泡を取り除き、詳細に注意を払います。元の製品が最も複雑な形状を持っていても、最終製品は元の製品と同じであり、外観、感触、機械的性能を再現可能です。 |
| 2 手頃な価格とコスト効果 | 5 カラーオプション |
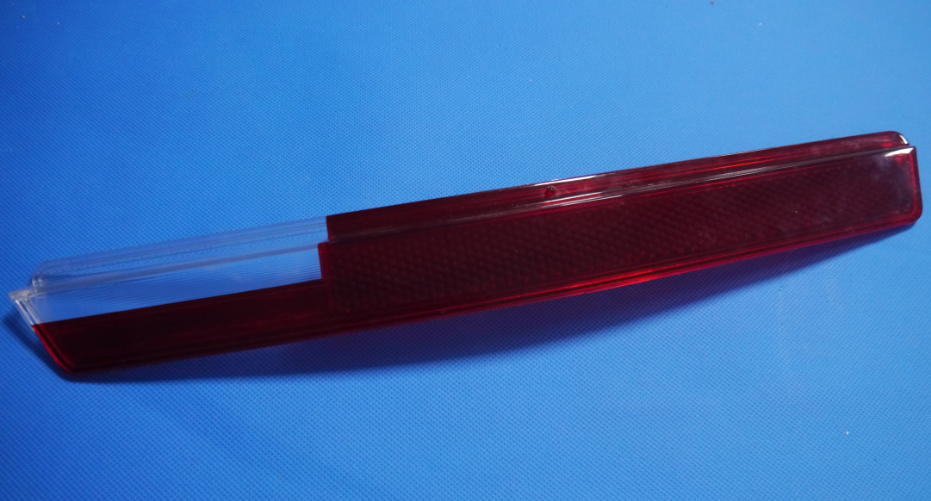
| シリコン型は、アルミニウムや鋼の高価なハードツールを作成せず、長時間の型試作を行うことなく、射出成形や3D印刷よりも安価です。 | さまざまなカラーオプションのために、樹脂に着色顔料を追加できます。また、完全に不透明、半透明、または完全に透明な部品を作成するための材料も利用可能です。 仕上げコピーは、外観や機能を改善するために必要に応じて塗装、印刷、または機械加工することもできます。 |
| 3 大きなまたは複雑な部品を生産する能力 | 6 高品質 |
| 真空鋳造は非常に大きくて複雑な部品をコピーできます。 異なるタイプのウレタンは、1つのユニットでさまざまな表面テクスチャーと硬度を作成するためにオーバーモールドできます。 |
真空鋳造法を使用して製造された製品は高品質で、元の非常に細かい表面の詳細を簡単に再現できます。また、使用したい柔軟性、硬度、剛性の適切な材料を選択できます。 |
真空鋳造材料
私たちは、Hei-Cast社、Axson社、BJB社からの26種類のポリウレタン(PU)材料を幅広く提供しており、ゴム、PP、PE、POM、ABS、PCに似ています。これらの材料は、さまざまな優れた特性を提供し、透明な部品や色を合わせた部品の鋳造が可能です。特定のテクスチャー、メッキ、塗装の仕上げをお探しの場合、私たちの熟練したポストプロダクションチームがあなたの要件にお応えします。

真空鋳造ポリウレタン材料
| 素材 | 供給者 | 材料シミュレーション | 強度ショア |
屈曲 (mpa) |
テストステロン | 固有の色 | 利点 | 収縮 |
| ABSのような | ||||||||
| PU8150 | Hei-CAST | ABS | ショア83D | 1790 | 85 | アンバー、ホワイト、ブラック | 優れた耐性 | 1 |
| UP4280 | Axson | ABS | ショア81D | 2200 | 93 | ダークアンバー | 優れた耐性 | 1 |
| PPライク | ||||||||
| UP5690 | Axson | PP | ショア75-83 D | 600–1300 | 70 | ホワイト/ブラック | 優れた耐性 | 1 |
| ゴム/シリコンライク | ||||||||
| PU8400 | Hei-CAST | エラストマー | 20-90shA | / | / | ミルキー ホワイト/ブラック | 良好な曲げ | 1 |
| T0387 | Hei-CAST | エラストマー | 30-90shA | / | / | 明確 | 良好な曲げ | 1 |
| 高温 | ||||||||
| PX 527 | Hei-CAST | PC | ショア 85D | 2254 | 105 | ホワイト/ブラック | 高T℃ 105° | 1 |
| PX223HT | Hei-CAST | 腹筋 | ショア 85D | 2300 | 120 | 黒 | 理想TG 120° | 1 |
| フレーム耐性 UL-VO | ||||||||
| PU8263 | Hei-CAST | ABS | ショア 85D | 1800 | 85 | 白 | 94V0 難燃性 | 1 |
| PX330 | Axson | ロード ABS | ショア 87D | 3300 | 100 | オフホワイト | V 0 遠 25 | 1 |
| 透明クリア | ||||||||
| PX522HT | Axson | pmma | ショア 87D | 2100 | 100 | 明確 | 着色 TG100° | 0.996 |
| PX521HT | Axson | pmma | ショア 87D | 2200 | 100 | 明確 | 着色 TG100° | 0.996 |
真空鋳造技術仕様
| 納期 | 5営業日以内に最大20回の鋳造 | |
| 精度 | 通常 ±0.3% (100 mm未満の寸法では下限は ±0.3 mm) | |
| 最低壁厚さ | シリコン型が正しく機能するためには、壁厚が少なくとも1.0 mm必要です。 | |
| 最大部品寸法 | 型のサイズは真空チャンバーの寸法 (2100 x 1000 x 850 mm) によって制限され、 製品の体積 (最大体積: 10リットル) によって制限されます。 |
|
| 典型的な数量 | 型ごとに15から25コピー (型の複雑さと鋳造材料による) | |
| 色と仕上げ | 鋳造前に液体ポリウレタンに顔料が追加されます。 カスタム塗装、テクスチャー高品質表面仕上げは射出成形に匹敵します。 |
|

真空鋳造はどのように機能しますか?
| ステップ1:高品質のマスターパターンを構築する | マスターパターンは、耐久性があり堅固なプロトタイプからのCADデザインの3Dプロトタイプです。 機械は通常 CNC 機械加工や 3D 印刷で作られています これらの方法は高速で,別々のツールを必要とせず,必要に応じて設計変更に対応するために簡単に変更できます. この準備には通常、表面仕上げを正しくするためのサンディング、ポリッシング、塗装が含まれます。アセンブリにフィットする可能性のある複数の部品については、部品のフィットテストを行い、クリーンでタイトな外観を確保するために小さな調整を行います。 完成してマスターを検査した後 シリコン模具製造に 移行します |
|
| ステップ2: シリコン 模具 を 作る | パターンが準備できたら、それらはキャスティングボックスに置かれ、その後液体シリコンで満たされます。16時間オーブンで完全に硬化した後、シリコンは固化し、キャスティングボックスは分解できます。 この型は、あらかじめ決められた分割線に沿って切断することで開き、マスターパターンが取り外されます。これにより、中央に空洞が現れ、ミラーマスターパターンの正確な寸法を持っています。 |
|
| ステップ3: 模具を掃除する | 型が2つに切断された後、真空チャンバーに置かれます。次に、型は指定された樹脂材料で満たされます。 模具を指定された材料で満たすべきです. 樹脂材料は,通常,美学的または特定の機能性を得るため,金属粉末または色素と混合されます. 模具に空気泡がないようにし,最終製品が合格であることを確認するために真空室に配置されます. |
|
| ステップ4:部品を製造する | 鋳造樹脂を空洞に注ぎ込み,オリジナルの非常に正確なコピーを作成します. 2つ以上の材料を オーバーモールドすることもできます 内部に樹脂が入った型はオーブンに置かれ、高温で硬化されて材料が強く耐久性があることを保証します。次に、シリコン型からプロトタイプを取り外すと、さらにコピーを作るのに使用できます。 |
|
真空鋳造の応用
私たちは機械エンジニアがさまざまな業界での応用のためにプロトタイプまたは最終生産を作成するのを支援します:航空宇宙、自動車、防衛、電子機器、産業オートメーション、機械、医療機器、商業製品、家庭用品、石油・ガス、ロボティクス。
シリコン成形技術で製造する必要がある部品があれば、今すぐRMTにお問い合わせください。
即時見積もりのためにCADファイルを送信してください。