EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 LV
LV
 SR
SR
 SK
SK
 UK
UK
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 GA
GA
 CY
CY
 EU
EU
 BN
BN
 BS
BS
 LA
LA
 NE
NE
 SO
SO
 KK
KK
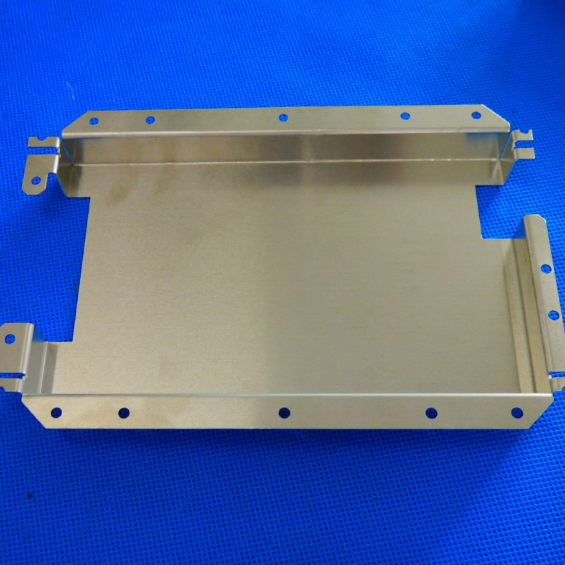
كيف تصنع أجزاء الألومنيوم يموت الصب
يسمح صب الألومنيوم للناس بصنع أجزاء معدنية مفصلة ومعقدة من الألومنيوم باستخدام مصبوبات الألومنيوم ببساطة عن طريق حقن الألمنيوم المصهور في قالب. هذه الأجزاء مناسبة للسيارات والفضاء والإلكترونيات وغيرها الكثير بسبب الوزن الطبيعي للألمنيوم والقوة العالية ومقاومة التآكل. في هذه المقالة ، سنصف جميع العمليات التي ينطوي عليها صنعأجزاء الألومنيوم يموت الصب. سوف نستخدم RMT كتوضيح لأفضل أداء.
الخطوة 1: تصميم الأجزاء وصنع القوالب
تبدأ عملية صب الألمنيوم بتصميم جزء الألومنيوم الذي سيتم تصنيعه باستخدام قالب معين يعرف أيضا باسم القالب. في RMT ، يتكامل المهندسون ذوو الخبرة مع العميل من أجل جعلهم تصميما مفصلا للجزء ولكن أيضا تصميما مناسبا لمرحلة الصب بالقالب. يجب أن يأخذ تصميم الجزء في الاعتبار سمك الجدار وتدفق المواد وقنوات التبريد وما إلى ذلك. بعد قبول التصميم ، يتم تصنيعه في معظم الحالات قالب عالي الدقة. غالبا ما يتم قطع هذا القالب من الفولاذ عالي القوة لأنه سيتم استخدامه في الصب وهو عملية ضغط عالي ودرجة حرارة عالية.
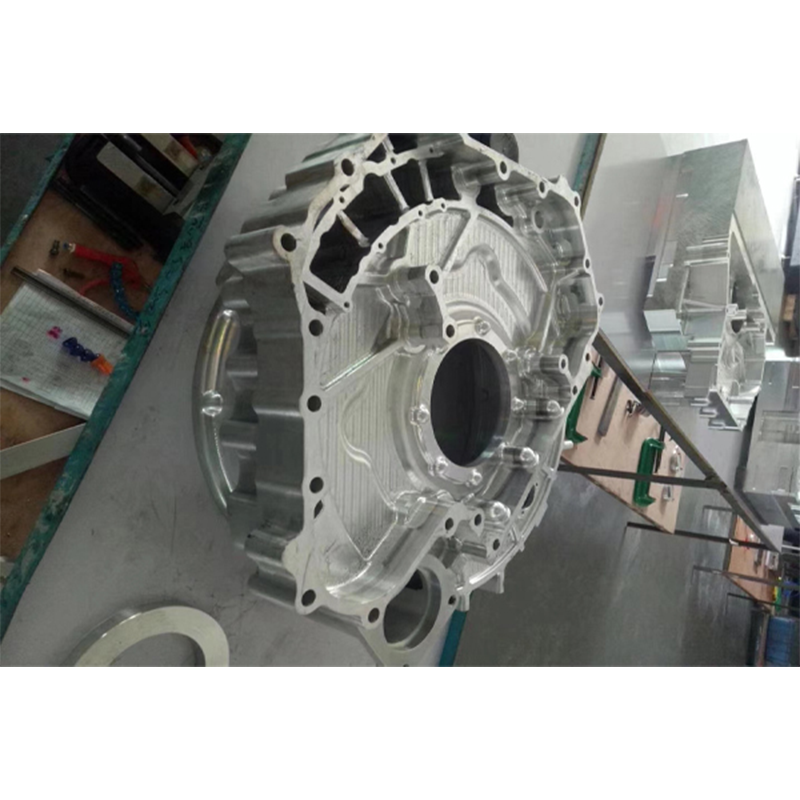
الخطوة 2: الصب والحقن
بعد إدراك النمط ، فإن المرحلة التالية هي ذوبان سبائك الألومنيوم. درجة انصهار الألومنيوم هي 700-750 درجة مئوية (1292-1382 درجة فهرنهايت). في مصنع RMT ، يوجد عدد من الأفران التي يتم فيها تسخين الألمنيوم بكفاءة ، في معظم الحالات ، إلى درجة الحرارة المطلوبة. لا يوجد اختلاف ملحوظ في جميع أنحاء العمليات.
يتم حقن معدن الحشو لاحقا في التجويف باستخدام الضغط الهيدروليكي. يسمح هذا الحقن العنيف للمعدن بملء جميع الفراغات الخلالية في القالب ، مما يؤدي إلى نفض الغبار عن ميزات الجزء في تكوينه الأساسي. نظرا لأن الحقن تم إجراؤه تحت ضغط عال ، فقد أتاح الحصول على أجزاء عالية الدقة ذات جماليات جيدة.
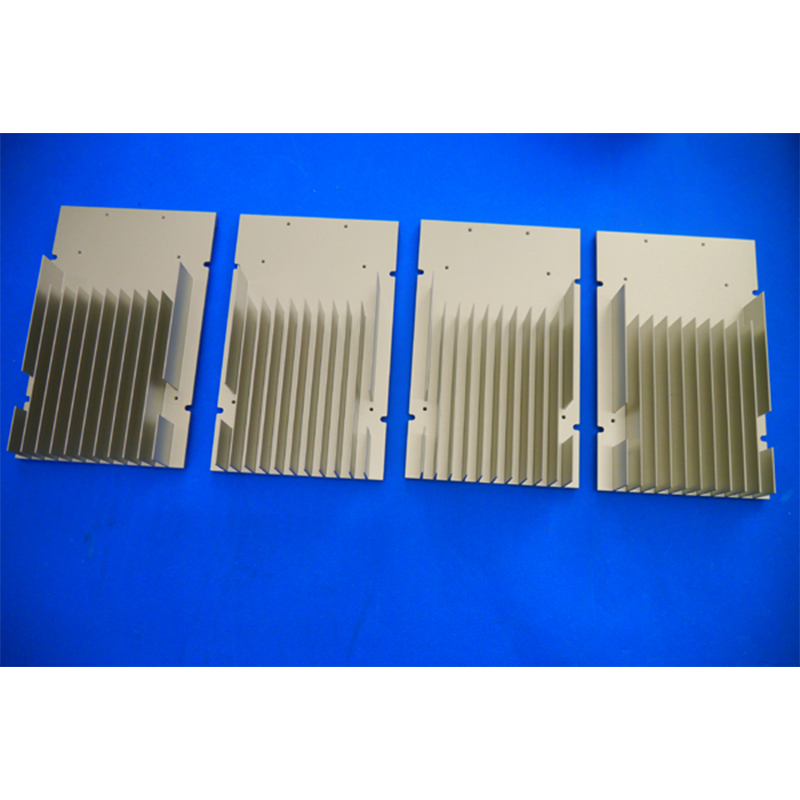
الخطوة 3: التبريد والإخراج
بعد سكب الألمنيوم في التجويف ، تنخفض درجة حرارة المعدن ويحدث التصلب في ثوان. يعد معدل التبريد أمرا بالغ الأهمية لأنه يتحكم في الشكل النهائي والقوة وسلامة الصب. أثناء عملية الصب بالقالب في RMT ، يتم دمج قنوات التبريد المعقدة بشكل متكامل في القالب لتوفير تبريد موحد وتجنب تشويه أو تقلص العيوب في الصب.
عندما تصل درجة الحرارة إلى ما دون حدود التشغيل ، يتم فتح القالب ، ويتم إخراج نوع جزء الألومنيوم. تستخدم الميكانيكا عددا من العيوب مثل التكسير والتعبئة غير المكتملة مع النظر في المكون جاهزا للمرحلة التالية من التصنيع.
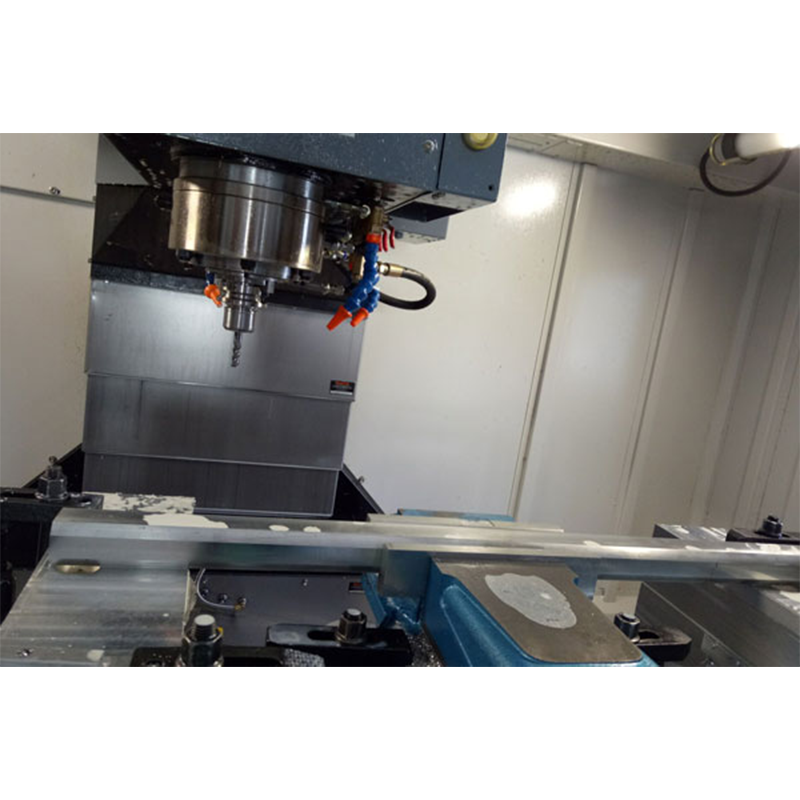
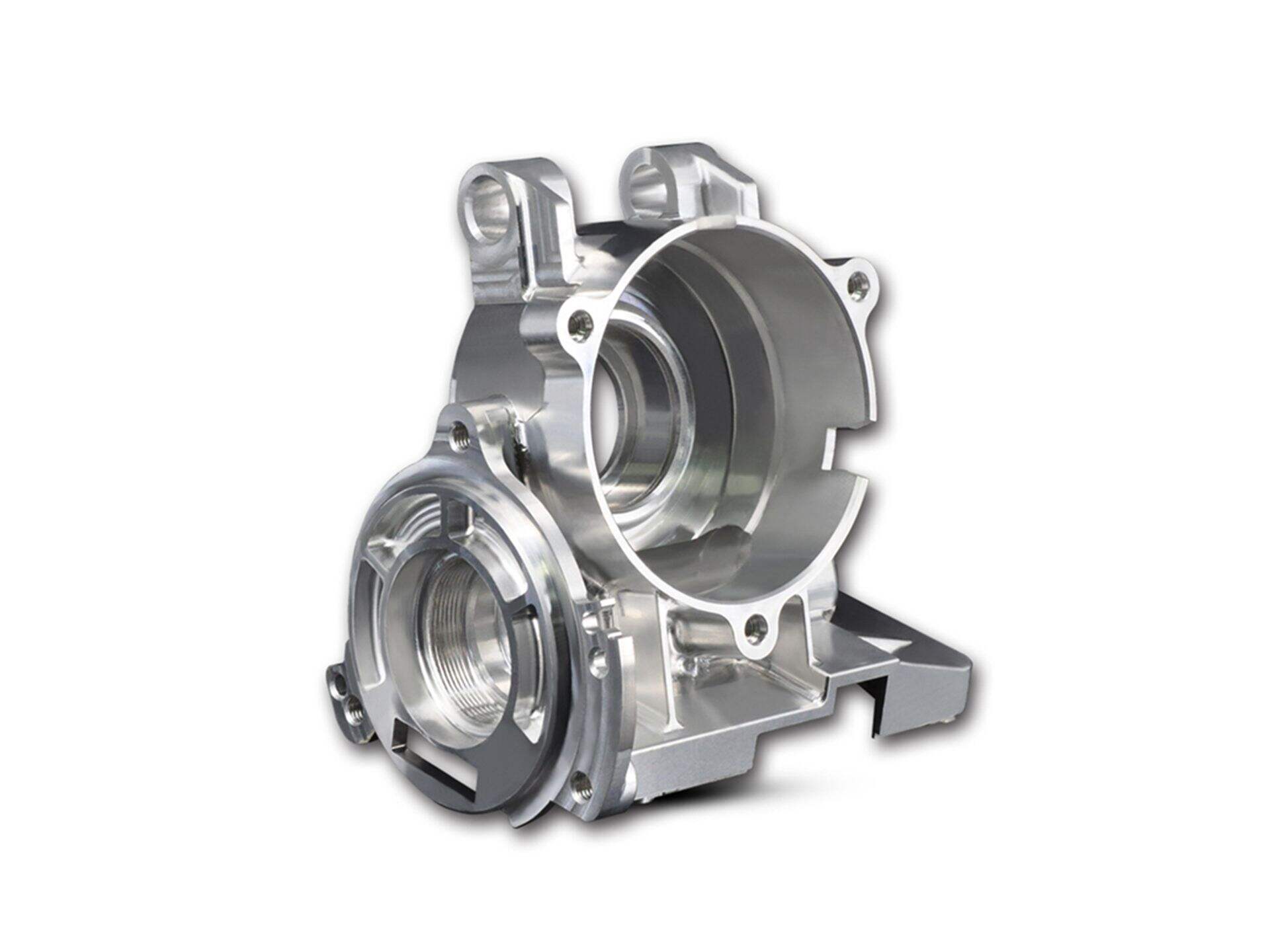
الخطوة 4: عمليات إضافية
في كثير من الأحيان بعد طردها من القالب ، تتطلب الأجزاء مزيدا من العمل لتعزيز نهايتها ووظيفتها. اعتمادا على البضائع النهائية ، قد تشمل العمليات تشذيب الأجزاء وطحنها وتصنيبها أو تلميعها. لتلبية معايير الجودة العالية ، تستخدم RMT أفضل آلات CNC ، لذلك يتم تصنيع كل جزء ضمن التفاوتات المحددة. يمكن رش البعض الآخر المطلي لمنع التآكل أو لتجميل الأجزاء المبنية وهذه هي الطلاء المؤكسد.
الخطوة 5: مراقبة الجودة والفحص الأخير
تعد مراقبة الجودة عاملا أساسيا في صب الألومنيوم ، وفي RMT يتم التحكم في جميع الأجزاء بدقة فيما يتعلق بالتسامح المتوقع في النهاية. قد يشمل ذلك جوانب مثل الفحص البصري أو قياس معلمات الأبعاد أو الاختبارات الميكانيكية. علاوة على ذلك ، تستخدم RMT العديد من الاختبارات غير المدمرة للمكونات ، على سبيل المثال الفحص بالأشعة السينية أو الموجات فوق الصوتية ، عندما تكون هناك حاجة للنظر حولها أو داخل المكونات حيث لا تكون العيوب مرئية من الخارج.
صب الألومنيوم هو تقنية مبتكرة وفعالة وهي مركب قابل للتطبيق على نطاق واسع في العديد من القطاعات الصناعية. بالتأكيد ، تحتوي هذه التقنية على عملية محددة جيدا تتضمن التصميم والذوبان والحقن والتبريد والتشطيب الثانوي ، وهذا يمكن شركات مثل RMT من إنتاج أجزاء تناسب وتحمل متطلبات المعايير الأكثر صرامة.