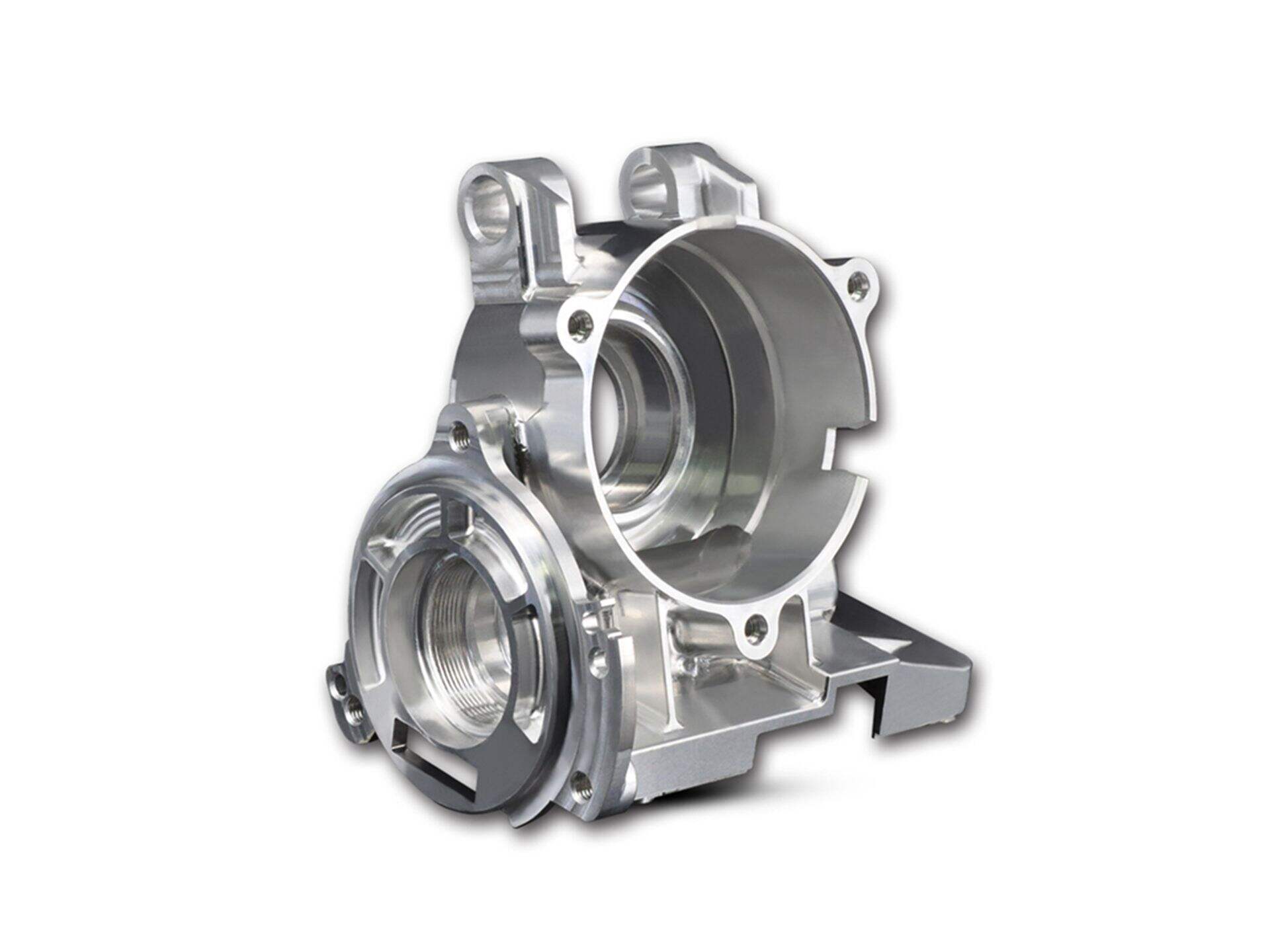
Applicando altum pressuram et temperaturam, technologia extrusio metalla ut aluminium et alligata in partes robustas et leves continuas et precise formatas transformans.Partes extrusaepraebent accuratam dimensionem consistentem et tolerationes, integrando seamless in assemblage. , et minuendo vastum ex rework vel scrap.
Versatilitas profilorum permittit fabricatoribus geometriae complexae et profilos cavos creare, qui facile adaptari possunt ad varias applicationes, logisticam simplicantes et lineas assemblage accelerantes. Praeterea, vis innata partium extrusarum saepe necessitatem ulteriorum firmamentorum eliminat, adiuvando ad producendum productum finitum levioris et efficacioris.

RMT est praebitor fabricandi praecisionis consuetudinis. Praebemus fabricandum summus qualitas cum tempore tradito ad pretia competitiva. Exprime tuas exigentias et cum confirmatae, solutionem evolvemus quae te satisfaciat. Quisque gradus in processu Continuo communicabimus tecum ad omnem gradum ut omnia informationes de fabricando productum intellegas.
Necessitates et exspectationes clientium primum et medium ponere, solutiones satisfactoriae cum servitiis personalibus eis consuetudine, et exspectationes clientium superare, ita fideles longi temporis necessitudines colere.
Clientibus per processum fabricationis custom a conceptu ad completionem ducere, nostri consultores arcte cum singulis clientibus laborant ut eorum singulares specificationes intelligant et consilia strategica pro solutionibus productionis personalibus praebeant
Machinae ad summum gradum technologiae utimur et mensuras qualitatis strictas ad partes fabricandas ad tolerancias precisas. Quaelibet pars inspectionem rigorosam subit ut accuratam micronis gradum assequatur ad specificationes maximas satisfaciendas.
Ab materiis rudibus ad productos perfectos, ad normas strictas diligenter adheremus, singulos gradus monitorantes et probantes methodis ad summum gradum technologiae ut consistentem perficiendi et durabilitatis in omnibus nostris productis praestemus.
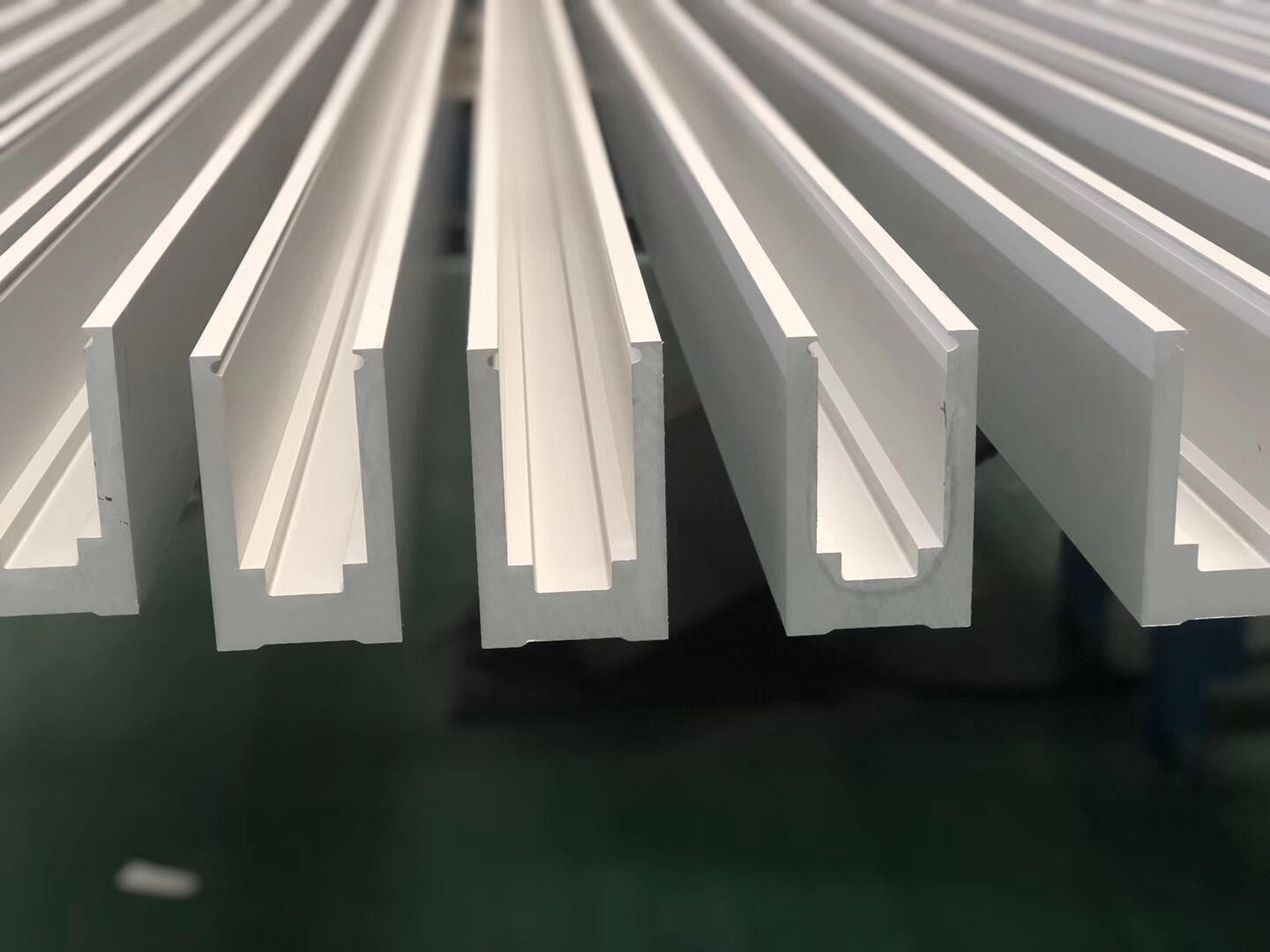
Processus extrusio roborat partes extrusas per plures mechanismos. Primum, processus involvit cogere materiam per formam, quae flumen grani directionale impingit, resultans in proprietatibus mechanicis melioribus. Secundum, uniformitas et homogeneitas profilorum extrusorum conferunt ad proprietates materiales constantes per partem, assecurans robur et efficientiam fiduciam.
Cum partes extrusionis adhibentur, consiliarii factores considerare debent, ut crassitudo parietis, geometria sectionis transversae, et integritas structurae. Crassitudo parietis optimizanda est ad aequilibrium inter robur et pondus assequendum. Geometria sectionis transversae designanda est ad specificas requisita functionalia, ut capacitas oneris sustinendi vel canales fluxus fluidorum. Integritas structurae per structuras subsidii et nexus aptos asserenda est.
Partes extrusionis plures commoda oeconomica praebent. Primum, processus extrusionis continuus permittit productionem magnarum voluminum partium brevi tempore, sumptus productionis minuens. Secundum, altae utilitatis materiae in extrusione vastitatem materiae minuit, ulterius sumptus reducens. Praeterea, facultas extrudendi latam materiarum varietatem permittit fabricatoribus optiones oeconomicas eligere sine compromittendo perficiendi.
Partes extrusionis flexibilitatem consilii, processus productionis simplices, efficientiam materiae, efficaciam sumptuum, et qualitatem consistentem offerunt. Haec commoda ad productivitatem meliorem et ad perficiendum in variis industriis conferunt.
Processus extrusionis vastitatem materiae minimizat per usum methodorum productionis continuarum et formas prope-netas producens. Praecisum imperium super fluxum materiae altas rates usus materiae curat, vastitatem reducens et efficientiam materiae in processibus fabricandis optimizans.


rmt, praebet in-tempus libera quale vestibulum at auctor pretium. est praecisio consuetudinis fabricationis provisor qui se intendit adiuvandis clientibus ad occurrendum provocationi cuiuslibet postulationis producentis.
Building C, Zhongjida Park, Guangming street, Guangming Dist. Shenzhen, China.
Copyright © 2024 by RMT Products Groupsecretum consilium
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW LV
LV SR
SR SK
SK UK
UK GL
GL HU
HU TH
TH TR
TR FA
FA GA
GA CY
CY EU
EU BN
BN BS
BS LA
LA NE
NE SO
SO KK
KK